Spark Extinguishing Systems
Spark Extinguishing Systems
WHAT SPARK EXTINGUISHING SYSTEMS ARE
INTRODUCTION
The systems of transfer of solids by impulsion or pneumatic suction are very common in certain industries, such as; wood processing, mining, textile, food, energy, plastics, chemicals, etc.
The objective of these systems is to transport solid materials, through an air pressurised duct, from one point to another. However, within these environments the process can also transport small particles of materials, from micro size to larger sizes.
These types of systems have the advantage of being closed; consequently particles do not escape, cause contamination or fouling to other parts of the process and they can transport large volumes, if the system is designed well.
However, these transport systems have some limitations as not all types of particles can be transported, for example, very abrasive materials that would damage the transporting system, etc. Furthermore, there are limitations regarding transport distances, quantities, etc.
However, they are commonly used systems with certain characteristics that make them appealing.
Regarding fire safety, pneumatic solids transport systems have some characteristics that should be considered:
• The main one is that they transport finely pulverized materials, which can be highly combustible, and depending on the degree of dust they can even generate explosive environments (for example, in the transport of grain, wood chips, pulverized coal, etc.).
• Additionally, systems that work by impulsion or pneumatic suction, unusual elements can enter the circuit and generate sparks by shock (for example, nuts or similar) or they can simply create hot spots in other points of the process (incandescent particles, etc.).
• Similarly, the speed inside the ducts can reach 30m/s easily, and therefore a fire created at one point of the circuit can be transmitted with extraordinary speed to distant points, reaching areas of greater risk, for example silos, filters, etc.
These transport systems can be running up to 24 hours a day, and fires can cause businesses lengthy and costly downtimes. Given the potential fire risks it is therefore necessary to put fire protection measures in place to avoid serious problems from arising.
”If combustible dust accumulates, there is a risk of fire and an explosion in the collector, regardless of the construction of the filter” Sheet 7-73 of Loss Prevention Data Property of FM Global, Dust Collectors and Collection Systems (January 2012)”.
… ” Whenever a combustible powder is processed or handled, there is a potential for deflagration. “… -NFPA 654 A.3.3.5 2013 Edition
PEFIPRESA, led by the expertise of MINIMAX, design and maintenance this systems, providing the best solution for these types of risk.

WHAT DOES A SPARK EXTINGUISHING SYSTEM CONSIST OF?
COMPONENTS
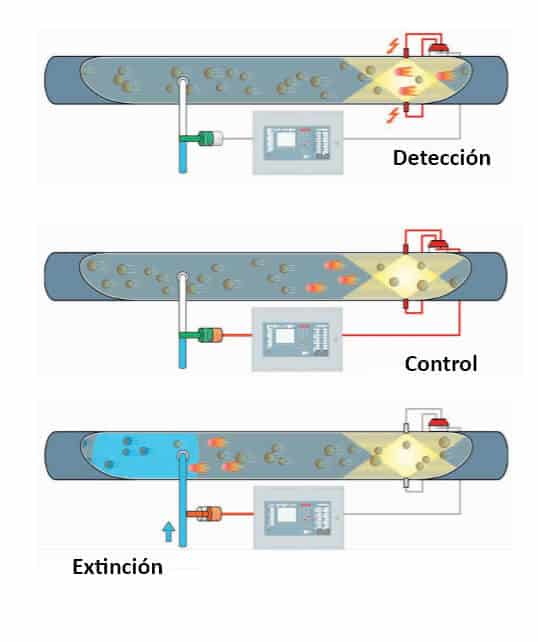
A complete automatic spark extinguishing system consists of spark detectors, a control panel and an automatic extinguishing unit. The sparks that travel through the transport duct are constantly identified by infrared spark detectors that are mounted flush to the wall of the ducts.
A spark in the conduit activates the automatic spark extinguishing system; the spark detector sends a signal to the control panel while it triggers the solenoid valve of the automatic extinguishing unit while simultaneously activating an audible alarm. Within milliseconds, the extinguishing water is discharged through the flat spray nozzles that are strategically placed in the duct, creating a wall of water that covers the entire section. The solenoid valve closes automatically immediately after. It should be noted that the detection and extinction process usually operate during production to avoid downtimes.
FUNCTIONS OF SPARK EXTINGUISHING SYSTEMS IN DUCTS
SPARK DETECTOR
The advanced MINIMAX infrared detectors are designed to identify sparks in industrial environments immediately. The detector is mounted flush to the inner wall of the duct and responds to the infrared radiation generated by the passage of heat sources such as sparks or embers, as well as verifying its electronic components are functioning correctly.
An additional spark detector system can be mounted to monitor visibility and faults which are then automatically retransmitted to the control panel to notify plant personnel. In areas where high temperatures are expected, flexible temperature-resistant fibre optic cables are used to thermally separate the electronic components of the spark detectors from hot areas.
AUTOMATIC EXTINGUISHING UNIT
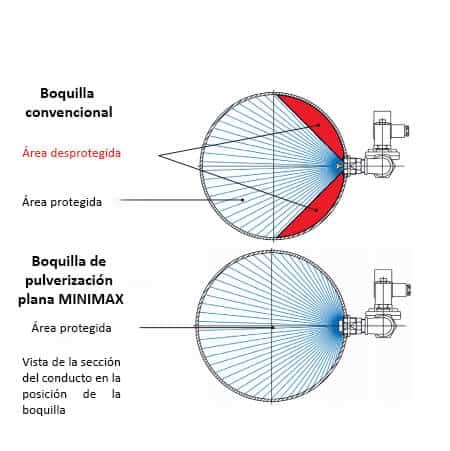
After receiving a signal from the spark detector, the control panel activates the fast-acting solenoid valve of the automatic extinguishing unit, releasing a minimum amount of extinguishing water. The water is discharged through a flat spray nozzle designed specifically for this system. This spray nozzle, unlike conventional nozzles, ensures entire coverage of the cross section of the duct by itself.
WATER SUPPLY
The Minimax pressure booster system, consists of a centrifugal pump and a diaphragm pressure vessel, is the most economical and efficient means of increasing the water supply pressure where the minimum pressure required cannot be provided by an existing fire extinguishing system or water supply system. The diaphragm pressure vessel supplies water with sufficient pressure immediately after activating the automatic extinguishing unit.
The centrifugal pump automatically supplies the pressure vessel when the water pressure falls below a specified value. Even in the unlikely event of pump failure, several extinction pulses from the diaphragm pressure vessel are possible. A further monitoring device can be installed optionally to detect broken membranes within the diaphragm pressure vessel.